
WE PROVIDE DEEPHOLE DRILLING SOLUTIONS:Job-shop + Machines + Tools






Sales hotline400-820-9218
WE PROVIDE DEEPHOLE DRILLING SOLUTIONS:Job-shop + Machines + Tools
Sales hotline400-820-9218


HTT從事深孔鉆行業(yè)長(zhǎng)達(dá)二十年,積累了豐富的經(jīng)驗(yàn),,業(yè)務(wù)涉及汽車零部件,、醫(yī)療器械、環(huán)模飼料等各大行業(yè),。經(jīng)過(guò)不斷的技術(shù)創(chuàng)新和改進(jìn),,加工孔徑可從φ1mm~φ40mm(槍鉆),孔深可達(dá)3米,加工工件重量可達(dá)5~10噸,。
在鉆孔過(guò)程中往往會(huì)遇到不同條件不同材料的難加工問(wèn)題,,HTT用多年的技術(shù)經(jīng)驗(yàn)給大家總結(jié)了以下難點(diǎn)。
1.難加工材料的切屑性分析

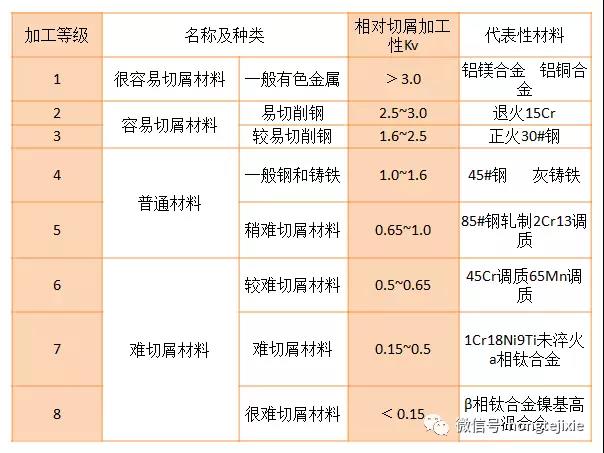
材料的切屑加工性是指某種材料進(jìn)行切屑加工的難易程度,。切屑加工性的概念具有相對(duì)性,。正因?yàn)榍行技庸ば允窍鄬?duì)的,才使材料切屑加工性在不同的條件和不同的要求下,,有不同的衡量指標(biāo),。在不同的情況下,可以用幾種不同的指標(biāo)來(lái)衡量材料的加工性,。在生產(chǎn)中常用材料的相對(duì)加工性(kv)來(lái)表示材料加工的難易程度:Kv=V60/(v60)j
v60-刀具耐用度t=60min,,切屑被加工材料所用的切屑速度;(v60)j-刀具耐用度t=60min,,切屑平均值=0.75GPa的45#鋼時(shí)所用的切屑速度,。Kv越小,加工的難度越大,。
日前常用的工件材料,,按它們的相對(duì)加工性可分為8級(jí),如圖所示:
2.難加工材料分析
典型難加工材料為不銹鋼,,鈦合金和高溫鎳基合金,。這些材料都具有良好的物理機(jī)械性能,抗腐蝕性能,,抗磁化性能,,抗高溫性能被廣泛用于航空航天,醫(yī)療器械去,,石油儀器領(lǐng)域,,并且越來(lái)越多地被用來(lái)進(jìn)行超長(zhǎng)深孔鉆屑加工。它們的切屑加工性能雖然各不同,,但都屬于難加工材料,。
3.不銹鋼分析及工藝措施
奧氏體不銹鋼含鉻12%~25%,還含有8%左右的鎳及少量鉬,,鈦,,氮等元素,。加工時(shí)容易產(chǎn)生硬化,,導(dǎo)熱性只有45#鋼的1/3,屬于不銹鋼中很難加工的一種材料,,典型代表是1Cr18Ni9Ti,。
奧氏體鐵素體不銹鋼兼有奧氏體和鐵素不銹銹鋼的優(yōu)點(diǎn)并具有超朔性。如:1Cr18Ni11Si4ALTi 。
鐵素體不銹鋼含鉻12%~30%,,它的切屑加工性能與合金鋼相似,。如:1Cr28。
馬氏體不銹鋼含鉻量12% ~19%,,含碳量為0.1 ~0.5%,,隨著含碳量增加,其硬度,,強(qiáng)度和耐磨性提高,,耐腐蝕性降低如:1Cr13。
馬氏體不銹鋼淬火后硬度和強(qiáng)度都較高,,切屑比較困難,,而未經(jīng)調(diào)質(zhì)處理的不銹鋼加工時(shí)很難獲得較小的表面粗糙度,防銹性能差,,具有磁性,,一般要經(jīng)過(guò)熱處理后再進(jìn)行加工。
沉淀硬化性不銹鋼含有較高的鉻,,鎳和很低的碳,,具有更好的耐腐蝕性,它含有Ti(鈦),,Al(鋁),,Mo(鉬)等起沉淀硬化作用的等元素,在回火時(shí)(500攝氏度)能校析出產(chǎn)生沉淀硬化,,它具有很高硬度和強(qiáng)度,,典型牌號(hào)0Cr17Ni4Cu4Nb。

采用工藝措施
1. 選擇合適的刀具材料:一般選YW1.YW2(鎢鈷合金)或YG8A(鎢鋼)的硬質(zhì)合金材料,,不宜選YT類的硬質(zhì)合金,,因?yàn)楣ぜ偷毒咧械腡i元素之間有親和力,會(huì)產(chǎn)生嚴(yán)重的粘刀現(xiàn)象,。
2.選擇合適的切屑用量:一般選用V ≤20m/min,f為0.01-0.07mm/f
3.選擇合適的刀具角度:選較大前角,,使切屑輕快省力。
4.選擇合適的排屑方式,;由于奧氏體不銹鋼不易斷屑,,如果采用低轉(zhuǎn)速,較深的斷屑臺(tái)的方式都不能很好斷屑的話,,要采取不斷屑的相反措施,,即減小進(jìn)給量,適當(dāng)?shù)奶岣咿D(zhuǎn)速,,切出薄薄的鐵屑,,使鐵屑綿長(zhǎng)不斷并順利排出,。
4.鈦合金分析及工藝措施
α相鈦合金(鈦中加入Al(鋁),Cu(銅)等α穩(wěn)定元素)是由α相固溶體組成的單相合金,,其高溫性能好,,組織穩(wěn)定,在500 ~600攝氏度溫度下,,強(qiáng)度和抗蠕變能力強(qiáng),,主要牌號(hào)有TAl ~TA8。 Α型鈦合金在室溫下為密閉六方結(jié)構(gòu),,相對(duì)加工性較差,。
β相鈦合金(鈦中加入V(釩),Mo(鉬),,Nb(鈮)等β穩(wěn)定元素)是由β相固溶體組成的單相合金,,其冷變朔性好,通過(guò)淬火,,時(shí)效處理可使合金得到較高的室溫強(qiáng)度,,但由于淬火時(shí)效后組織不夠穩(wěn)定,且含鋁,,錫較少,,故耐熱性不高, β性鈦合金在室溫,,高溫均為立方結(jié)構(gòu),,因而相對(duì)加工性較好。主要牌號(hào)TB1,TB2等,。
α+β相鈦合金由α和β雙相組成,,兼有α型和β型兩類鈦合金的優(yōu)點(diǎn),它即可在退火狀態(tài)下使用,,又可在淬火,,時(shí)效狀態(tài)下使用,它既有較強(qiáng)的室溫強(qiáng)度,,又有著較強(qiáng)的高溫強(qiáng)度,,多在退火狀態(tài)下使用,主要牌號(hào)他TC4,TC6,。

采用工藝措施
1.控制切屑溫度:加工鈦合金時(shí),,降低切屑溫度是提高刀具耐用度的有效途徑。因此,,宜用較低的切屑速度,,采用大前角,大后角,,大副偏角,,為的是減少摩擦,切屑輕快,,切屑熱源少,;采用一定壓力和流量的冷卻液,進(jìn)行充分冷卻,,使切 屑熱散的快,。
2.選用鎢鈷類硬質(zhì)合金刀具:改刀具材料與鈦元素的親和力小,導(dǎo)熱性好,,硬質(zhì)合金晶粒越細(xì),,切屑效果越好。
3.提高工藝系統(tǒng)剛度:可有效減小切屑震動(dòng),,提高刀具的耐用度,。如選用剛性好的鉆桿,支撐等,。
5.鎳基高溫合金分析及工藝措施
含Ni(鎳)大于50%的高溫合金通常稱為高溫鎳基合金,,高溫鎳基合金分為變形合金和鑄造合金兩種,鎳基高溫合金的切屑加工特點(diǎn)主要表現(xiàn)在以下幾個(gè)方面:
1.切屑變形大
2.切屑力大
3.加工硬化嚴(yán)重
4.切屑溫度高
5.刀具磨損快
6.表面質(zhì)量和精度差
采用工藝措施
1.選用YD15(鎢鋼)的硬質(zhì)合金材料,,它可耐高溫,,具有較高的抗氧化性,抗擴(kuò)散磨損的性能,。
2.對(duì)鎳基高溫合金進(jìn)行淬火處理,,使內(nèi)部金屬間的化合物轉(zhuǎn)化為固 溶體,從而減少切削力,。
3.提高工藝系統(tǒng)的剛度,,盡可能采用剛性好的支撐,鉆桿:另外在修磨到具時(shí)可采取一些措施來(lái)提高刀具切屑的剛度,,例如適當(dāng)減小偏心 量,,加大壓向?qū)驐l的徑向力行。
4.降低切過(guò)速度,,但不宜將進(jìn)給量降的過(guò)小,,避免刀刃在硬化層上進(jìn)行切屑。
5.冷卻要充分,,排屑要流暢,。
更多技術(shù)難題請(qǐng)咨詢HTT!
< END >

2015-2020 HOCHENT (SHANGHAI) MACHINERY DEVELOPMENT CO., LTD. All Rights Reserved Shanghai ICP 09005070.png") 滬公網(wǎng)安備 31011502003399號(hào)
滬公網(wǎng)安備 31011502003399號(hào)

模555907810.jpg)
題-18083483.jpg)
題-15107725.jpg)

題-13496021.jpg)



